Schneider Electric's Supply Chain Digital Transformation Journey

We interview Alain Leroy, Senior Vice President Supply Chain Strategy & Transformation, Schneider Electric, a keynote speaker at the 2018 CIM Symposium, to find out more about how the company has been implementing a smart supply chain…
How would you describe Schneider Electric's ‘Supply Chain Digital Transformation Journey’?
We are working towards a fully digitised end-to-end supply chain, with streamlined connections between customers, internal operations and suppliers to improve efficiency.
This digital transformation programme is part of a larger transformation called Tailored Sustainable and Connected 4.0 supply chain and is structured around six digital accelerators:
1. Source: our supplier web portal, connecting suppliers to Schneider Electric. This handles forecasting, orders, invoicing, and we are now extending it to integrate information about delays to stock.
2. Make: we have implemented our Schneider Electric software solution called ‘EcoStruxure’. There are modules within EcoStruxure architecture that enable us to manage buildings, power, IT, Grid, machines and plant.
Through the platform, and our connected factories, we optimise efficiency and provide better visibility. For example, we can analyse and manage the performance of each machine, so we are alerted to any maintenance problems and can respond quickly. We also use the system for monitoring energy consumption, as well as for managing cyber security.
3. Deliver: we have smart distribution centres, also using EcoStruxure to optimise efficiency. Additionally we are developing processes to connect better with our customers and to provide digital delivery capabilities. We have implemented ‘track and trace’ systems for customers and a transport control tower to monitor all our distribution.
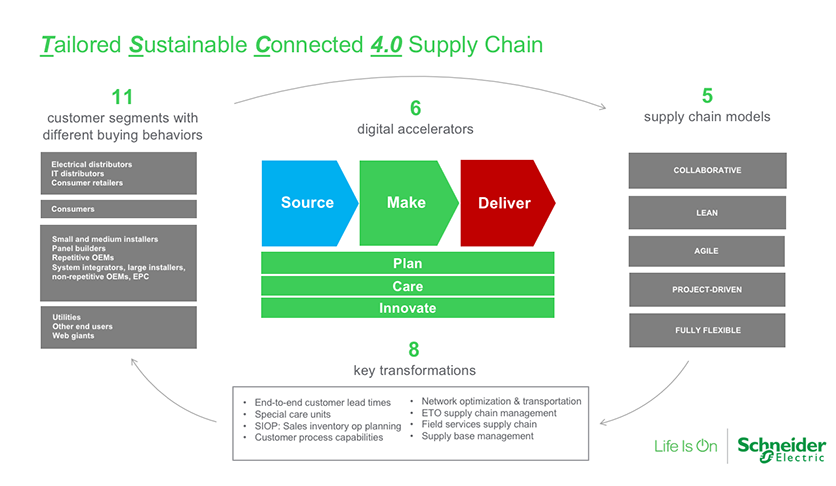
So the first three elements are around in-bound, in-factory, and out-bound operations: Source is a web portal for in-bound operations, Make is for internal factory operations, and Deliver is for distribution and customer capabilities. The remaining three elements span the supply chain end-to-end.
4. Plan: provides transformations in end-to-end planning throughout the supply chain. We have a particular emphasis on planning efficiency of energy usage throughout our operations; we are planning to develop a control tower to analyse end-to-end demand and consumption, enabling us to be more responsive to changing demand.
5. Care is an element of our smart supply chain which covers two main areas:
- Care for the planet – encompassing our commitment to integrating sustainability throughout our operations: energy savings, circular supply chain.
- Care for customer – we recognise that end-to-end value should be developed by paying attention to how to meet customer needs effectively. For example, we are testing ideas about how to provide information on Schneider product quality and provenance to customers. If we can collect this product information throughout the supply chain, it can be stored in the cloud and made available to any customer who requires it. This adds value in terms of trust: for example if a customer is using a Schneider product in one of their machines, they need full trust and confidence about the product, and we aim to provide that transparency and visibility.
6. Innovate is about encouraging innovation in our operations. We have a team called the Centre of Digital Innovation (CODI). They experiment with and test technologies relevant to our domain – around supply chain logistics, manufacturing, artificial intelligence, machine learning – and aim to achieve proof of concept quickly.
The mantra of this team is “try fast, fail fast”. If an innovation works well then they can implement it faster into factories; if not then they stop and move to another proof of concept. It is important that the CODI team has the freedom to be entrepreneurial in approach, outside of the traditional process-driven nature of the business – we need to protect their room to innovate.
We already have 11 SMART factories around the world implementing these digital capabilities, including factories in France, China, the US, India and Brazil. We open these factories up for customers to visit. By the end of this year, we plan to have 60 factories implementing most of these capabilities, and 100 by the end of 2019.
How does the smart supply chain provide value for Schneider Electric?
There are several central value propositions delivered by the smart supply chain:
- Faster decisions – we use agile management to make everything visible to plant managers and operators to manage the performance in the factory.
- Process efficiency – by connecting data from across the supply chain, we can get the best from our processes, to improve efficiency and productivity with lower long-term investment.
- Asset performance management – we can optimise maintenance of machines by moving to predictive maintenance. Smart systems enable us to use artificial intelligence to collect data and use it to predict when a product may be faulty. For example, we can record changes in temperature and pressure to anticipate when product defects are likely to occur, then stop the machine and do the maintenance before the product quality falls.
- Empowering operators – the availability of useful information means that factory-floor operators have the information they need to keep operations running smoothly. If they are trained and understand how to interpret the information, they can make decisions directly without needing input from a factory manager.
- Energy efficiency – our end-to-end systems enable us to monitor energy use and implement sustainability in a circular supply chain model.
- Reliability – in a smart factory with all these factors optimised, including energy efficiency, process efficiency, and empowerment of people to make decisions efficiently, overall systems become much more reliable because they are less likely to face problems or interruptions.
How are you implementing the sustainability initiatives in practice?
To make a circular sustainability model work within a supply chain, we are finding ways to reuse waste and recycle raw materials. We are testing a model to ship all the obsolete and non-used products from our supply chain to one factory, where the products have packaging removed, they are repacked, and batteries changed, and can then be recycled to secondary market customers (where we often only sell components rather than full products) or back to our factories. We do sometimes have to get rid of some products if they are in bad condition, but we work hard to avoid scrapping finished goods.
We have other solutions to improve sustainability at factory level, including the EcoStruxure grid – a solar panel grid on top of the factory which integrates with other systems to optimise energy efficiency and reduce pollution.
How are you developing your people and skills as part of the digital transformation journey?
We are working on different initiatives around people and skills, with a plan called “Competency of the Future”.
The capability of operators in our factories is augmented by the digital tools available to support people in their jobs. For example smart glass eyewear gives workers instructions they need to respond and make decisions efficiently. We are supporting learning through technology, and addressing training requirements so our people can use technologies effectively to help them.
 As a consequence, there is a shift in remit and focus at management level. The role of plant manager until now has been to check execution and correct issues, and to drive people to get the results. But the role is now evolving because the machine and factory floor workers are empowered to make decisions themselves using more sophisticated information from machines.
As a consequence, there is a shift in remit and focus at management level. The role of plant manager until now has been to check execution and correct issues, and to drive people to get the results. But the role is now evolving because the machine and factory floor workers are empowered to make decisions themselves using more sophisticated information from machines.
This frees up the plant managers to focus more on benchmarking and analysis. They already have technical data that can easily be gathered into the right format to support the factory improvements. As more of the Schneider factories are connected via EcoStruxure, plant managers are able to benchmark and compare the performance of their factory against the others.
Thus the role of plant manager is evolving into being more about analysing data, modifying processes and performance and providing direction in the medium term/long term. Meanwhile short term operational decisions will be driven by machines and people on the factory floor.
We are trying to build understanding of the implications for how many people are needed in our future workforce, and what roles they will be doing. How many jobs will be lost due to automation? Perhaps the more manual activities such as picking, packing and shipping will all be handled by robots, but the more analysis-based jobs will still need people. Other new jobs may be created in data analytics, cyber security, and so on. There are further questions around whether these capabilities are developed in-house or by working with external partners.
It is vital that we consider the implications of our digital transformation journey for our people.
Alain Leroy, Senior Vice President Supply Chain Strategy & Transformation, Schneider-Electric
Alain Leroy has served as a SVP Global Supply Chain Transformation since 2017.
In this role, he is responsible for leading the Supply Chain strategy and the transformation globally.
Previously, he was Supply Chain SVP for the newly created Retail Business Unit.
Alain has shared his background between Lean Manufacturing, Plant Management, Supply Chain Management in different countries. He joined Schneider Electric in 1986 and served as a Lean Manufacturing Engineer before becoming Plant Manager early in his carrier in 1993.
Alain is an Engineer graduate of ENSAM, completed by leadership development with MESA Research Group, the School of Inspired Leadership and the INSEAD.
